- Joined
- 12 October 2009
- Messages
- 557
- Reaction score
- 213
The Rolls-Royce Nene and Tay linked to Pratt and Whitney:
Pratt and Whitney were late getting into gas turbines as the US military did not want them distracted from piston engine manufacture during WW2.
In the meantime Rolls-Royce were looking for new post-war markets in order to maintain revenue streams. In January 1946 a Philip Taylor contacted Hives with a request for a licence to manufacture and sell RR turbine engines in the USA. As the potential for sales in the USA was very attractive negotiations ensued and Taylor, who was the ex-chief engineer at Curtiss-Wright. Hives was reluctant to talk to him at first ...but after some negotiation Taylor signed a contract granting him sales rights to the Nene and Derwent and their spares for two years with a one-year getout clause. Taylor began negotiations with Grumman to supply Nenes and also with Pratt and Whitney. In Jan 1947 Taylor contacted RR with the news that P&W wanted to manufacture Nenes for Grummans under a sub-licence deal. C. J McCarthy vice president of United Aircraft Corporation, owners of P&W, had been given open house by Hives when he visited the UK in the summer of 1946 and so Hives contacted him to say Taylor had been in touch re-P&W licencing. In March 1947 Hives thought the deal so important that he sailed on the 'Queen Elizabeth to the USA to finalise a deal with P&W who were being encouraged by the US Navy to licence the Nene engine as it was more powerful and reliable than US engines and with the cold war starting they needed all the engines that they could get. Taylor eventually drops out of the picture after threatening to sue but P&W reached an accommodation. In May 1947 the Navy announced the deal between P&W and RR for the F9F carrier fighter from Grumman.
Hobbs, boss of P&W, was concerned that Hives was too keen on the axial AJ65 to keep developing the Nene series, but in fact the Tay engine was proposed as the next engine for P&W.
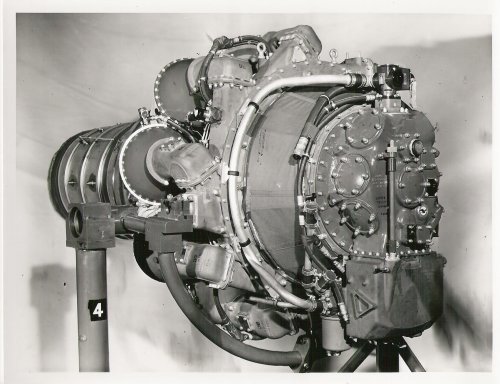
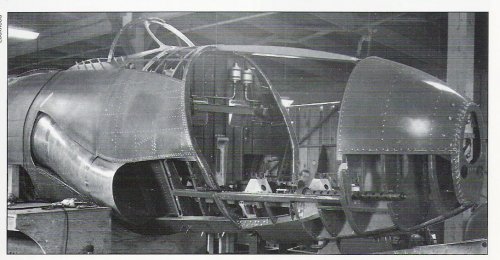
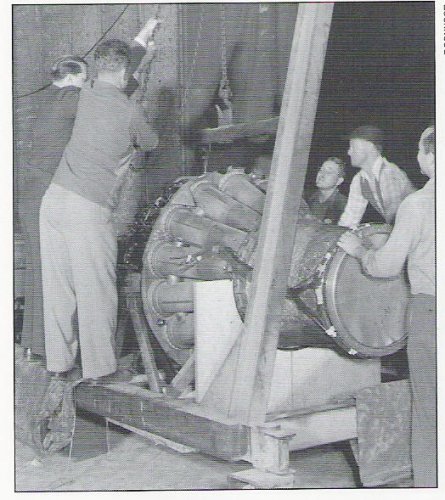
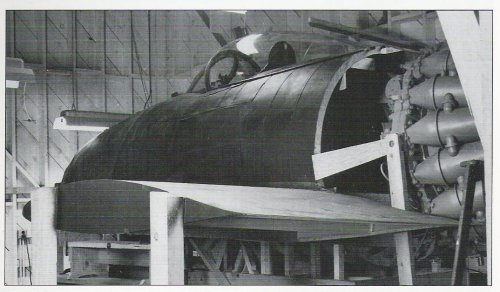
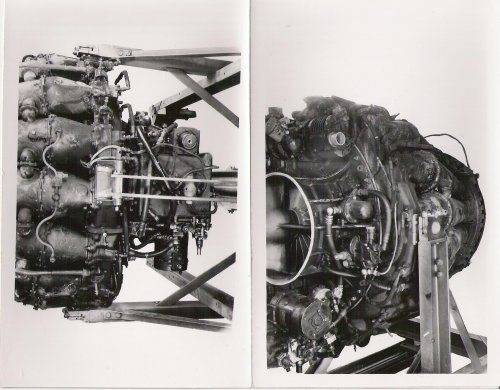
P&W had a team of engineers at Derby to work on the American version of the Nene and then to help design the Tay, essentially an uprated Nene for later versions of the Panther, as the Grumman F9F had been christened. The F9F-2 Nene powered version first flew on 27th November 1947, Gwinn(of P&W) cabled Derby: "Grumman Nene was flown yesterday for one hour, 15 minutes.Everything O.K. Pilot very pleased and snap rolled machine."
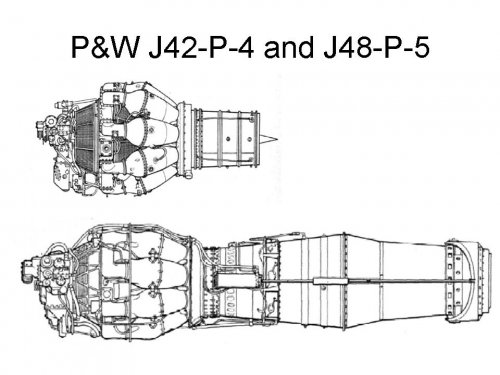
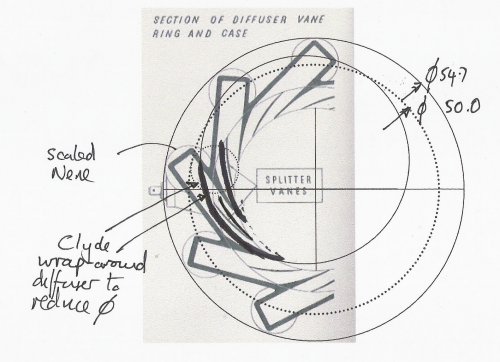
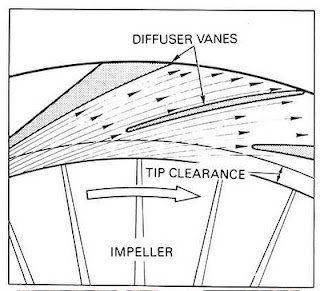
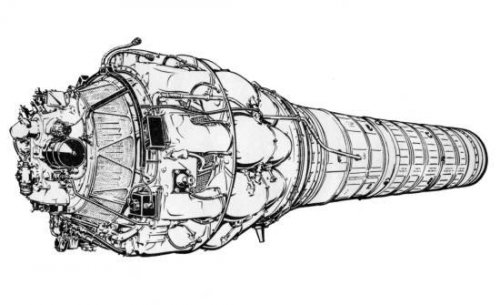
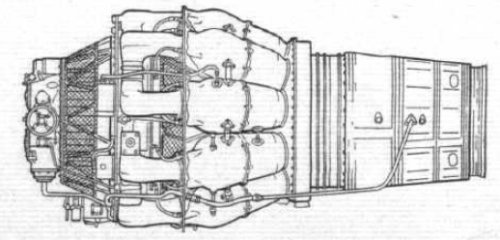
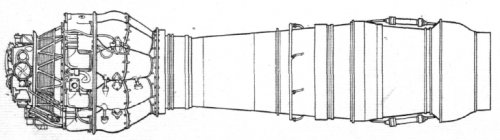
Jim Boales was one of the RR Derby engineers who had responsibility for making the relationship work and he spent time in East Hartford as well as working in Derby on both the Nene and Tay. The Tay he told me came about because the Navy kept hanging more things onto the aeroplane and so extra power was needed, initially by water-methanol injection on the Nene raising the power from 5,000 to 5,750 then 5,950 lbt, but eventually by enlarging the Nene itself. The challenge was to accommodate a 1.14 times linear scale of the Nene within the airframe of the Panther. The Overall diameter of the Nene is 49.5 in, so the scale-up would give a diameter of 56.43 in.- too big to fit in the hole! The largest diameter that could be accommodated was 50 in so the RR/P&W design and engineering team at Derby started to determine what needed to be done to bring the engine into line with that figure!
......continued in#124 below.
Pratt and Whitney were late getting into gas turbines as the US military did not want them distracted from piston engine manufacture during WW2.
In the meantime Rolls-Royce were looking for new post-war markets in order to maintain revenue streams. In January 1946 a Philip Taylor contacted Hives with a request for a licence to manufacture and sell RR turbine engines in the USA. As the potential for sales in the USA was very attractive negotiations ensued and Taylor, who was the ex-chief engineer at Curtiss-Wright. Hives was reluctant to talk to him at first ...but after some negotiation Taylor signed a contract granting him sales rights to the Nene and Derwent and their spares for two years with a one-year getout clause. Taylor began negotiations with Grumman to supply Nenes and also with Pratt and Whitney. In Jan 1947 Taylor contacted RR with the news that P&W wanted to manufacture Nenes for Grummans under a sub-licence deal. C. J McCarthy vice president of United Aircraft Corporation, owners of P&W, had been given open house by Hives when he visited the UK in the summer of 1946 and so Hives contacted him to say Taylor had been in touch re-P&W licencing. In March 1947 Hives thought the deal so important that he sailed on the 'Queen Elizabeth to the USA to finalise a deal with P&W who were being encouraged by the US Navy to licence the Nene engine as it was more powerful and reliable than US engines and with the cold war starting they needed all the engines that they could get. Taylor eventually drops out of the picture after threatening to sue but P&W reached an accommodation. In May 1947 the Navy announced the deal between P&W and RR for the F9F carrier fighter from Grumman.
Hobbs, boss of P&W, was concerned that Hives was too keen on the axial AJ65 to keep developing the Nene series, but in fact the Tay engine was proposed as the next engine for P&W.
P&W had a team of engineers at Derby to work on the American version of the Nene and then to help design the Tay, essentially an uprated Nene for later versions of the Panther, as the Grumman F9F had been christened. The F9F-2 Nene powered version first flew on 27th November 1947, Gwinn(of P&W) cabled Derby: "Grumman Nene was flown yesterday for one hour, 15 minutes.Everything O.K. Pilot very pleased and snap rolled machine."
Jim Boales was one of the RR Derby engineers who had responsibility for making the relationship work and he spent time in East Hartford as well as working in Derby on both the Nene and Tay. The Tay he told me came about because the Navy kept hanging more things onto the aeroplane and so extra power was needed, initially by water-methanol injection on the Nene raising the power from 5,000 to 5,750 then 5,950 lbt, but eventually by enlarging the Nene itself. The challenge was to accommodate a 1.14 times linear scale of the Nene within the airframe of the Panther. The Overall diameter of the Nene is 49.5 in, so the scale-up would give a diameter of 56.43 in.- too big to fit in the hole! The largest diameter that could be accommodated was 50 in so the RR/P&W design and engineering team at Derby started to determine what needed to be done to bring the engine into line with that figure!
......continued in#124 below.








")